




Seven stationary baths are available for the galvanic hard chrome plating of workpieces. The largest bath measures 700 x 1,400 mm with a length of 7,200 mm. It is mainly used for coating long rollers, screws or plates.
For workpieces that do not fit in our stationary baths, mobile baths in special sizes are available on request. This allows us to respond to special customer requests.
Contact us - we will be happy to advise you!
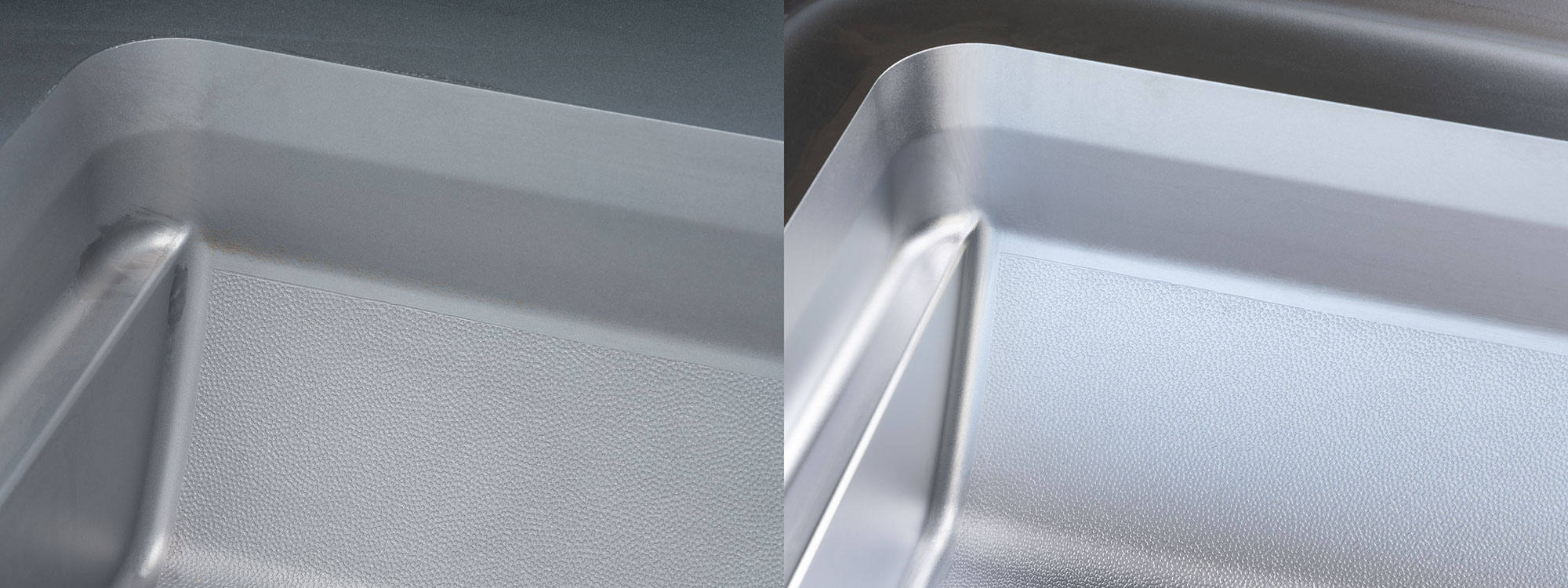
Details: left side before chrome plating / right side is the hardchrome plated mould
This type is always used when the only requirements include protection against
corrosion or wear and tear and no adherence to tolerances. The respective plating
is determined by the intended use.
5 - 15 µm chrome plating for parts
that are exposed to low mechanical stress, are used in a dry atmosphere and
also need to be visually appealing. In addition, these platings are also used
for machine parts (e. g. screws and cylinders) that are only to be partially
nitrided since they prevent nitriding of chrome plated parts.
A chrome plating of 20 - 50 µm ensures
protection even under heavy mechanical stress and helps considerably improve
corrosion resistance. These platings are used for wet parts (e. g. pellet machine
parts, in shipbuilding, etc.) or machine parts that are subject to constant
mechanical stress.
Chrome platings above these values are used without rework in the stone
industry, e. g. moulds for hollow blocks, kerbstones, slabs, etc. The chrome
platings are approx. 200 µm.
As the name suggests, the chrome layer is here deposited on the workpiece surface in a uniform thickness and so smoothly that the values after chrome plating are within the prescribed tolerance range and the parts can be installed without any mechanical reworking. The most common chrome platings are 20 - 30 µm, whereby even small tolerances can be maintained.
In our experience, the maximum layer thickness is 50 µm, but we would either have to have a tolerance of up to 30% or the geometry of the workpieces would have to be very favourable in order to be able to attach the appropriate devices.
Dimension hard chrome plating eliminates the need for subsequent grinding,
so that this method is preferred, especially for larger quantities, despite
additional costs for the necessary equipment and devices.
The excess hard chrome plating for subsequent mechanical finishing by grinding can be produced in relatively thick layers depending on the stress and intended use, plus the necessary grinding allowance. Apart from grinding, honing and polishing, no other machining operations are possible with hard chrome coatings.
Surfaces that require thicker chrome plating for reasons of wear and tear, for economic reasons or for reasons of prescribed high dimensional accuracy, are hard-chrome plated with excess and then finish-machined.
Workpieces with material defects or finishing errors on the base material are usually repaired by welding or local chrome plating and then chrome plated with a thicker layer. However, this additional work entails considerable costs.
Subsequent finishing grinding produces a surface
that is free of defects. In this way, materials can also be used despite
defective surfaces.
Repair chrome plating is used for damaged workpieces on which damaged areas are to be chrome plated to a final dimension. Subsequently, mechanical finishing is usually carried out by grinding. Apart from grinding, honing and polishing, no other machining operations are possible with hard chrome coatings.
In the case of layer build-up, it should be noted
that the higher the build-up, the more susceptible the chrome plating
is to mechanical loads.
After completing a long series of tests, we have also been carrying out multilayer hard chrome plating for several years now.
This type of hard chrome plating is primarily used for workpieces that are exposed to elevated temperatures and their own deformation during the working process (e. g. wide slot die with fixed lip). In addition, greater corrosion resistance is achieved.
These properties are achieved by applying at least two hard chrome layers with different hardness and structure. At least one second hard chrome layer is applied to the softer base layer. This largely eliminates the formation of cracks in the hard chrome layer, which can easily occur at elevated temperatures due to a higher coefficient of expansion of the base material.
One of the many typical applications for multilayer
hard chrome plating are tools for PVC production (e.g. rollers).
During the production process of PVC, hydrochloric acid can get to
the tools in contact with the product and attack the hard chrome
layer. Due to a multi-layered chrome build-up, only the top layer
comes into contact with hydrochloric acid and the lower layers
remain largely protected. This results in significantly longer
tool life.
In this process, the workpieces are structured by sandblasting prior
to hard chrome plating. The structure of the surface can be embossed
by blasting material, depending on requirements. This type of hard
chrome plating can only be used to a limited extent, as sandblasting
generates peaks.
Hard chrome plating has been used extensively in the industry for decades. Depending on the mechanical or chemical load of the chrome-plated workpieces, the chrome layers are usually between 5 and 500 µm. However, it is possible to apply these chrome layers in higher thicknesses under certain conditions and as required (e. g. to repair bearing points).
In most cases mechanical intermediate work is necessary. For workpieces that are subjected to high shock and pressure loads, the base material should be of adequate strength and hardness to prevent the hard chrome layer from being pressed in. Furthermore, in many areas it is possible to simply use case-hardened steels instead of expensive, high-alloyed steels.
In principle, it is possible to apply hard chrome coatings on almost all metals. However, in order to ensure good adherence, it is essential to know the composition of the base material. These physical properties, especially in the case of high-alloyed steels, stainless steels, cast and non-ferrous metals, must be communicated to us in your inquiries or orders. For steels of any kind, it does not matter whether they are hardened or not; we just need to know so that a corresponding pre-treatment can be carried out. In contrast, high-alloyed tungsten steels and hard metals are not suitable for hard chrome plating. Similarly, nitrided steels often encounter difficulties which, however, can be solved relatively easily on smooth parts by removing the top nitride layer through grinding or polishing.
For profiled parts (e. g. extruder screws) exact belt grinding work is
required to remove this nitride layer in the radii as well. Following
proper machining, gas- or ionitrided steels can also be hard-chrome
plated.
When machining and pretreating all workpieces that are to be hard-chrome plated, the following rule of thumb should apply: the desired surface quality must be achieved before hard chrome plating.
A number of factors have to be considered here. Here we list the most important ones. The material to be chrome plated must at least be metallically clean and not contaminated with foreign matter such as plastic or other materials that are difficult to dissolve. Hollow bodies must be free of oil or other minerals.
Material defects due to pores, blowholes, scratches, cracks and any other unevenness are not, as is often assumed, levelled by hard chrome plating, but rather build up or down, especially in the case of higher chrome layers.
For workpieces that are pre-ground prior to hard chrome plating, a surface roughness of Rt 2 - 3 µm should be aimed for. In this case, it is particularly important to make sure that the pre-grinding process does not lead to overheating and thus to the destruction of the surface. It very often prevents the bond between the base material and the chrome layer. In summary, we would like to emphasize once again that the smoother the surface, the better the structure of the chrome layer.
It is also important to note the following highly relevant design and
technical information:
Of all electroplating baths, the chrome bath has the worst throwing
power. This has the effect that different chrome platings are deposited
on strongly profiled objects.
In principle, the following can be said:
Much more chrome is deposited on raised and sharp-edged points than on
depressions. This difference in layer thickness grows with increasing
chrome plating.
Since the aim of hard chrome plating is generally to achieve the most uniform deposition possible, construction and electroplating should work closely together. If possible, the geometry of the workpieces to be chrome plated should be taken into account from the design stage and planned accordingly.
The workpieces should be accessible at all points to be chrome plated and machined. It is very important to check whether it is possible from the technical point of view to avoid sharp edges and corners and to apply rounding or chamfers instead. The larger the radius, the better.
In the case of welds in the chrome-plating area, care should be taken to ensure that these welds are free of pores, cracks and blowholes and that they are metallically clean thanks to mechanical processing. Workpieces which have a high residual stress due to clamping or welding must be annealed free of stress prior to hard chrome plating.
© 1963-
Kreft & Röhrig GmbH
Ahrstraße 1-3
53840 Troisdorf
Germany
Phone: +49 (0) 2241 / 97378-0
Fax: +49 (0) 2241 / 97378-20
eMail:
office (et) kreft-hartchrom.de
Managing director: Christine Beeckmann
VAT ID: DE279757409
Amtsgericht Siegburg, HRB 112
Data Privacy Policy (PDF)
